
浙江旭辉智能装备有限公司
XINCHANG COUNTY XUHUI PRECISION MACHINERY CO.LTD
浙江旭辉智能装备有限公司
XINCHANG COUNTY XUHUI PRECISION MACHINERY CO.LTD
| 销售 |  |
发表时间:2018-08-25 14:50:59

 1.原始界面
1.原始界面  2.常按MODE三秒,跳出一个界面,选择HY5
2.常按MODE三秒,跳出一个界面,选择HY5 3.再按一下MODE,跳出下一个界面,选择OFF
3.再按一下MODE,跳出下一个界面,选择OFF 4.再按一下MODE,跳出下一个界面,选择Nc
4.再按一下MODE,跳出下一个界面,选择Nc  5.再按一下MODE,跳出下一个界面,选择25
5.再按一下MODE,跳出下一个界面,选择25 6.再按一下MODE,跳出下一个界面,选择R-ON
6.再按一下MODE,跳出下一个界面,选择R-ON 7.再按一下MODE,跳出下一个界面,选择K9F
7.再按一下MODE,跳出下一个界面,选择K9F 8.再按一下MODE,恢复到原界面
8.再按一下MODE,恢复到原界面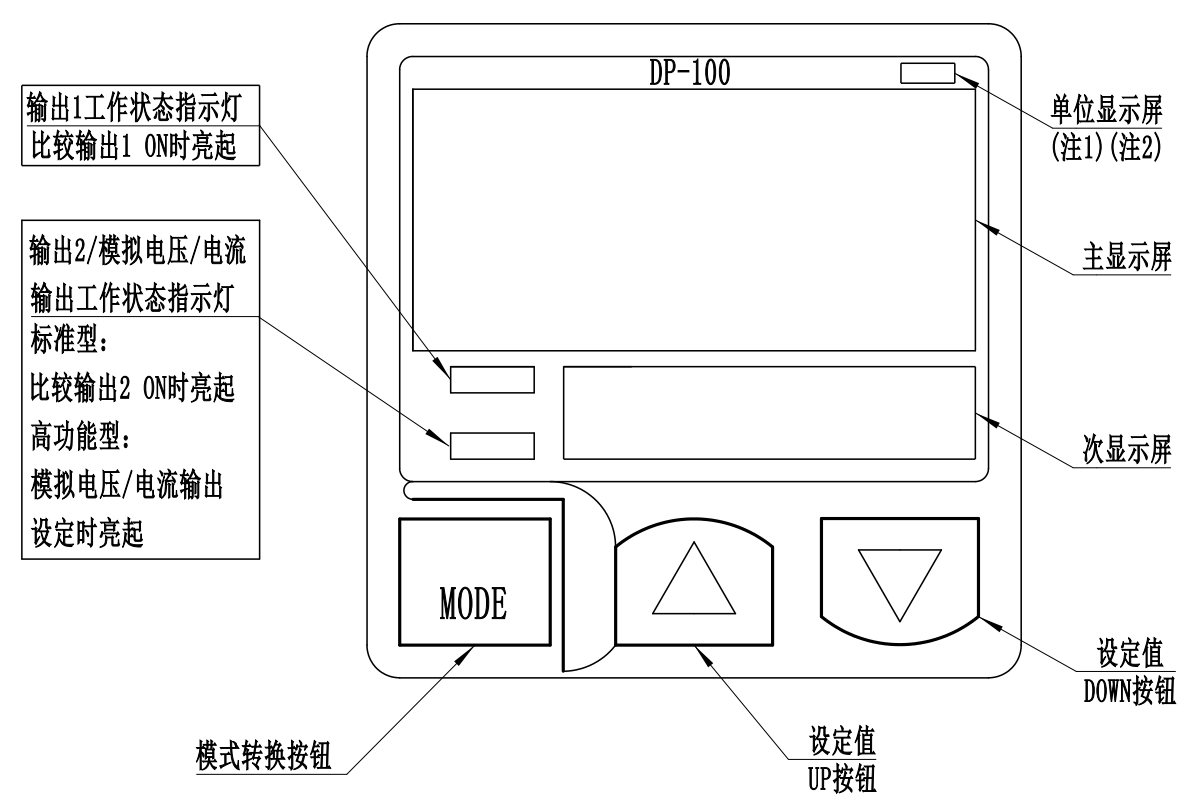







 浙公网安备33062402000588号
浙公网安备33062402000588号